
Ш. Т. БАБАЕВ, Н. Ф. БАШЛЫКОВ, кандидаты техн. наук (ВНИИжелезобетон); М. Я. БИКБАУ, д-р техн. наук (НИЦСМ), Аттестация вяжущих низкой водопотребности в США
В соответствии с договоренностью между фирмой «Стройки» при ЦНГШОМТП и американской фирмой «Констракшн Маркентинг энд Трейдинг Инк» в июне 1989 г. в лаборатории технологии строительства в г. Скоки (штат Иллинойс) были проведены испытания отечественных вяжущих низкой водопотребности марок ВНВ-100 и ВНВ-50.
Цель испытаний состояла в оценке эффективности ВНВ, соответствия их требованиям стандартов американского общества испытаний и материалов (ASTM) и в определении некоторых характеристик бетонов на их основе.
Выбор лаборатории технологии строительства (ЛТС) для аттестации ВНВ основывался на признании ее международного авторитета в цементной и бетонной промышленности, высоком профессиональном уровне ее специалисте и оснащении самыми современными приборами и оборудованием. ЛТС является дочерним хозрасчетным предприятием Портландцементной ассоциации США и Канады и предлагает широкий перечень услуг различным организациям г области исследований материалов и конструкций, при проведении экспертиз оказывает консультативную помощь, участвует в обследовании зданий и сооружении.

Для проведения испытаний Б США советской стороной было поставлено необходимое количество вяжущего двух видов, изготовленного па основе портландцементного клинкера Здолбуновского цементного завода. Условно обозначенные образец А и образец В, они соответствуют ВНВ-100 н ВНВ-50.
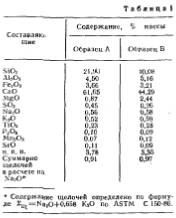
Результаты химического анализа образцов представлены в табл. 1. Определение оксидных групп производили сплавлением с Li2B407 при 1000°С. Определение оксидов с помощью рентгенофлюорссцентного анализа отвечало требованиям стандарта ASTM С 114-85 к ускоренным методам испытаний. Минералогический состав клинкера рассчитан в соответствии с требованием и стандарта ASTM С 150-85 a: C3S — 46%, C2S - 28%С3А — 6%. С4AF - П %. Содержание Т102 и Р205 при расчете суммировали с А1203.
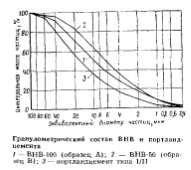
Для сравнения в табл. 2 представлены требования стандарта ASTM С 150-86 к химическому составу портландцементе, применяемых в США. Сопоставление ВНВ-50 в диапазоне 0,1 ... 100 мкм. Сравнение результатов распределения масс частиц вяжущих по их диаметрам для эталонного американского портландцемента типа I/I1 и ВНВ выявило при их общем характере некоторое отличие, заключающееся в более высоком содержании тонкодисперсных частиц в опытных образцах ВНВ. Так, в образцах А и В 50% частиц имеет размеры менее 9,5 и 6,4 мкм соответственно, а 95% — менее 48 и 34 мкм. Для американского эталонного образца цемента соответствующие величины составляют 15,Т и 55 мкм.
В табл. 3 представлены результаты определения основных физико-механических характеристик опытных образцов ВНВ по сравнению с требованиями стандарта ASTM к портландцементам.
По большинству параметров опытные образцы ВНВ удовлетворяют или значительно превосходят требования стандарта. Однако по началу схватывания имеется определенное несоответствие, которое можно сравнительно легко устранить путем соответствующей корректировки состава и технологических параметров получения ВНВ. Отличительной особенностью представленных к испытанию образцов ВНВ явилась их низкая водопотребность для получения цементного теста нормальной консистенции: в среднем 16,5% для каждого из представленных образцов, контрольный американского портландцемента типа III имел нормальную густоту 26%.
Приведенными данными была исчерпана первоначально согласованная программа испытаний. По взаимному соглашению было решено продолжить испытание ВНВ в бетоне. На имеющихся в лаборатории заполнителях были приготовлены два состава бетона с применением ВНВ.
В качестве заполнителей использованы обычный строительным песок месторождения «Элджнн» плотностью 2,67 г см3 и крупный заполнитель из карбонатных пород месторождения «Торнтон максимальной крупностью 10 мм и плотностью 2,71 г/см5 невысокого качества, представляющий собой не промытый известковый щебень пористой структуры.
Состав назначен американскими специалистами из расчета получения средне- и высокопрочного бетона. Для высокопрочного бетона принят расход вяжущего 445 кг/мЗ (образец А), для бетона средней прочности 30... 40 МПа применен ВНВ-50 (образец В), расход вяжущего — 335 кг/м3.
Бетонную смесь приготовляли в лабораторном бетоносмесителе принудительного действия вместимостью 60 л по принятой JICT схеме: вначале перемешивали заполнители с последующим введением около 15% воды затворения для смачивания поверхности заполнителей, а затем добавляли вяжущее и оставшуюся воду при перемешивании в течение 2 мин. После выдержки в течение 2 мин смесь дополнительно перемешивали еще 3 мин и затем выгружали.
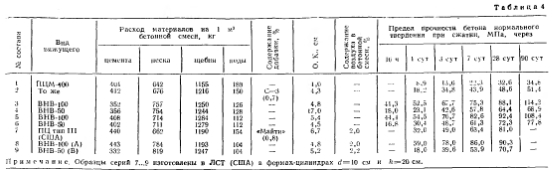
При испытании бетонной смеси определяли подвижность по осадке конуса, содержание воздуха в уплотненной смеси и объемную массу. Было изготовлено по 18 цилиндрических образцов диаметром 10 и высотой 20 см в пластмассовых формах одноразового использования Образцы уплотняли на виброплошадке. До испытаний их хранили в нормальных условиях. В табл. 4 представлены составы, свойства бетонной смеси и прочность бетона, полученные как в ЛТС, так и при подготовке к испытаниям в СССР. Кроме того, для сравнения представлены данные по бетону на портландцементе типа 111 (США) с добавкой 0,8% суперпластификатора типа «Майти».
Результаты испытания образцов в возрасте 1, 3, 7 и 28 сут дают наглядную картину кинетики набора прочности бетонов на основе ВНВ различных марок. Внимание специалистов США привлек интенсивный рост прочности в ранние сроки твердения, что, по их мнению, намного ускорит темпы бетонирования при возведении монолитных конструкций н сооружений различного назначения.
В образцах, приготовленных на основе ВНВ-100 в ЛТС, наметилась тенденция некоторого замедления темпа набора прочности после 3 сут по сравнению с образцами других составов. Это вызвано прочностью 100 МПа достаточно легко как в лабораторных, так и в производственных условиях.
Таким образом, проведенные в США испытания новых типов вяжущих и бетонов на их основе подтвердили в целом их соответствие, а по некоторых показателям и значительное превышение требований стандартов США, предъявляемых к высокомарочным и быстротвердеющнм цементам. Это свидетельствует о потенциальной конкурентоспособности и возможности их применения в практике строительства США.
В заключение считаем своим долгом выразить глубокую благодарность директору ЛТС Р. Бург, под руководством которого проведены испытания.
Бетон и железобетон, 1990