
А.Ф. Шашин, инж., Замкнутые монтажные петли с угловым сварным соединением
Для заводов сборного железобетона вопрос экономии материальных и трудовых затрат при выпуске железобетонных изделий без снижения их потребительских свойств и качества является одним из главных факторов выживания в условиях рыночного хозяйствования. Вопросы применения высокопроизводительных энерго- и материалосберегающих технологий в области строительства и стройиндустрии успешно решались на государственном уровне в бывшем СССР. На сегодняшний день заводы ЖБИ такие проблемы решают в одиночку без поддержки научных организаций, призванных осуществлять техническую политику в этой области.
Во второй половине 80-х годов прошлого столетия было успешно начато внедрение замкнутых монтажных (подъёмных) петель треугольного типа для изделий из тяжёлого и лёгкого бетонов по разработкам различных проектно-технологических организаций. Экономическая эффективность их использования заключалась в существенной (до 45%) экономии металла и трудозатрат. Из трех типов замкнутых монтажных петель (ЗМП) петли с угловым сварным соединением (см. рисунок), по сортаменту серии 3.400- 7 Ленинградского ПИ-1 и КТБ «Стройиндустрия» (г. Видное), оказались более привлекательными для заводов в силу технологичности и простоты их изготовления. Большой экономии металла и трудозатрат от массового применения этих петель можно было добиться при наличии простого, надёжного и высокопроизводительного станка. Такой станок с пневмоприводом был в те годы создан как приставка к одноточечной сварочной машине. Операция гиба петли на нём осуществляется рычагами специальной формы за один ход пневмоциллин- дров. Станок по отношению к сварочной машине жёстко установлен таким образом, что угловое соединение после гиба, попадая в зону электродов, автоматически сваривается.
Проведенные исследования углового сварного стыка показали, что равнопрочность таких соединений сохраняется даже при двукратных отклонениях времени прохождения сварочного тока и усилия сжатия электродов в обе стороны от номинала. В практике работы заводов, внедривших ЗМП с угловым соединением, вырыва петель из бетона из-за ослабленного сварочного стыка не наблюдалось.
Для реализации высокой производительности станок был снабжён автоматическим питателем по подаче заготовок в зону гиба производительностью 15-20 петель в минуту. В условиях массовой потребности в петлях это было оправданно. Такие станки были внедрены на некоторых заводах страны (Загорский комбинат ЖБИ, Мытищинский завод ЖБИ и др.). В нынешних условиях при малой потребности в петлях для многих заводов такой станок экономически нецелесообразен, так как исключается из работы одноточечная сварочная машина, которая могла бы быть использована для сварки различной арматуры. При незначительной загрузке пары: станок для гибки + сварочная машина отпадает необходимость в громоздком и сложном автоматическом питателе, обеспечивающем высокую производительность.
Для новых условий более всего подходит отдельно стоящий от сварочной машины гибочный станок упрощённой конструкции. На нём производится гибка петель с последующей их передачей на сварку одноточечной сварочной машиной. Однако при необходимости иметь высокую производительность этот гибочный станок можно смонтировать в паре со сварочной машиной с единой электрической цепью управления гибом и сваркой.
Упрощенная конструкция гибочного станка создана для выпуска петель с ручной подачей заготовок в зону гиба. Производительность его находится на уровне 10 петель в минуту. Простая технологичная конструкция станка позволяет изготовить его в условиях завода ЖБИ, имеющего у себя обычный ремонтно-механический цех. Трудоёмкость изготовления станка составляет в среднем 20-30 человекодней.
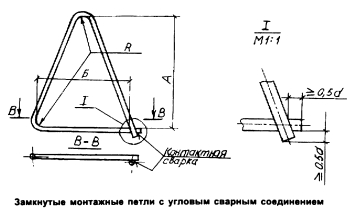
Реальная экономия металла достигается за счет уменьшения длины заготовки петли почти в 2 раза по сравнению с типовой петлей. В некоторых случаях, например, при использовании бетона марки В25 и выше или при пропуске более чем вдвое. Уменьшение размера Б обеспечивается регулировкой простых винтовых устройств станка. Так, например, на Загорском комбинате ЖБИ (г. Сергиев Посад) петли с уменьшенным размером Б устанавливают в боковую поверхность плит размером 3x1,75x0,17 м, а также в сваи сечением 30x30 см длиной от 6 до 12 м. При проведении испытаний петли в дорожных плитах выдержали четырехкратную нагрузку, а в сваях СУ 8-30 - 5-кратную.
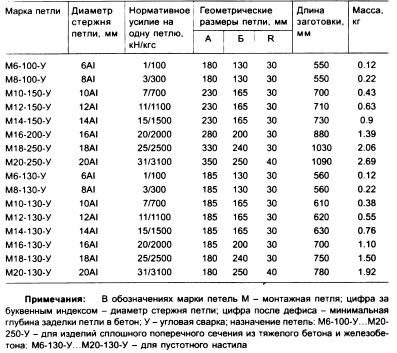
В таблице приводится охваченная технологическими возможностями станка часть сортамента ЗМП серии 3.400 - 7, выпуск 2 для изделий из тяжёлого бетона и плит пустотного настила.
Техническая характеристика станка
Диаметр заготовок, мм 6-20
Длина заготовок, мм 550-1090
Производительность, шт/ч 200-400
Давление сжатого воздуха, МПа 0.5-0.7
Питающее напряжение, В 220
Чертежи станка упрощённой конструкции, технологической оснастки, сортамент серии 3.400-7, выпуск 2 включены в комплект документации на разработанную технологию ЗМП.
Бетон и железобетон, 2005 №2