
И.Н.ТИХОНОВ, В.С.ГУМЕНЮК, В.З.МЕШКОВ, кандидаты техн. наук (НИИЖБ, Центр проектирования и экспертизы); О.М.КИРИЛЕНКО, инж. (Республиканское унитарное предприятие «Белорусский металлургический завод»), Современные требования к арматуре, поставляемой в мотках
В России для производства железобетонных конструкций в значительных объемах, примерно 25...30% от общей потребности, необходим арматурный прокат диаметром до 12 мм, поставляемый в мотках, а с учетом проволоки из низкоуглеродистой стали потребность в арматуре в мотках может достигать 40...45%. Применение такой арматуры практически исключает отходы при заготовительных операциях, позволяет механизировать производство сварных арматурных сеток, каркасов и других изделий.
Наиболее эффективным способом снижения расхода стали в железобетонных конструкциях без предварительного напряжения является замена широко применяемой арматуры классов А400 (А-Ill) и
А400С на арматуру класса А500С (с пределом текучести не менее 500 Н/мм2). Частично потребность в арматуре такого класса в мотках удовлетворяется за счет проволоки из низкоуглеродистой стали по ГОСТ 6727 [1] и другой нормативной документации (НД) [6]. До последнего времени металлургические заводы России и стран СНГ производили арматурный прокат класса А500С только в прутках [4]. Попытки отдельных предприятий организовать выпуск арматурного проката класса А500С диаметром от 6 до 12 мм в мотках не привели к созданию промышленного производства. В 2004 г. Белорусский металлургический завод (БМЗ) освоил производство горячекатаного арматурного проката класса А500С в мотках [7,8].
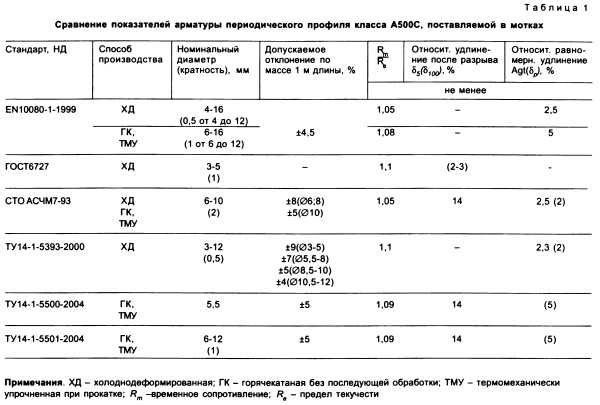
В табл. 1 приведено сравнение некоторых требований к арматуре класса А500С в мотках разных способов производства по проекту Евронорм рг EN10080 [9] и по НД стран СНГ [1,5,6,7,8]. Из табл. 1 следует, что арматурный прокат по ТУ14-1- 5501-2004 по сравниваемым показателям практически не уступает требованиям pr EN10080, а арматурный прокат номинальным диаметром 5,5 мм, согласно проекту Евронорм, может быть только холодно- деформированным с пониженным уровнем относительных равномерных удлинений. Верхняя граница номинального диаметра 12 мм в ТУ14-1-5501-2004 обусловлена отсутствием у потребителей арматуры правильно-отрезных станков необходимой мощности.
Одной из современных проблем строительного комплекса в России является неудовлетворенный спрос на арматуру периодического профиля в мотках. Это вызвано тем, что многие металлургические предприятия пока не располагают техническими возможностями производить в мотках арматурный прокат требуемого размера и прочности в необходимых объемах. Поэтому строители вынуждены перерасходовать до 20-30% стали в изделиях из-за замены необходимой арматуры на имеющийся в наличии прокат большего диаметра [3]. Частичное решение упомянутой проблемы может быть достигнуто за счет освоения производства арматурного проката периодического профиля классов А500С и А400 (А-Ill) в мотках расширенного, по сравнению с ГОСТ 5781 [2] и СТО АСЧМ 7-93 [5] сортамента, а также путем организации массового производства холодно- деформированной арматуры периодического профиля класса А500С номинальным диаметром от 5 до 9 мм.
Расширение сортамента арматурного проката, поставляемого в мотках, позволяет уменьшить расход конструктивной арматуры и решить задачу взаимозаменяемости арматуры одного класса прочности на арматуру другого класса с учетом всего комплекса требований, предъявляемых к рабочей арматуре железобетонных конструкций. За критерий взаимозаменяемости арматуры разных классов следует принять усилие Ре, соответствующее пределу текучести. При этом должны выполняться требования: разрывное усилие Рт>1,08Ре [9]; по характеристикам пластических свойств б5,5р предлагаемая арматура не должна уступать заменяемой.
В качестве примера в табл. 2 приведены рекомендации по замене в железобетонных конструкциях без перепроектирования последних рабочей арматуры класса А400С и А400 (А-Ill) на арматуру класса

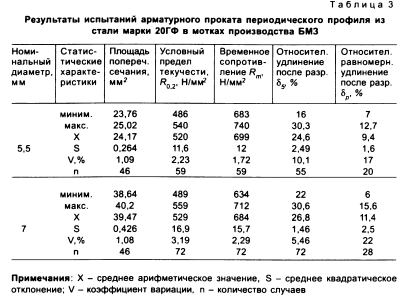

Прокат номинальным диаметром 5,5 и 7 мм опытных партий имел углеродный эквивалент соответственно 0,406 и 0,425%. Контактно-точечная сварка образцов, выполненная в условиях завода ЖБИ, показала хорошую свариваемость проката из стали марки 20ГФ. При испытании на срез сварных соединений разрыв образцов происходил, как правило, по основному металлу.
Выполненные исследования позволили разработать технические условия ТУ14-1-5500-2004 [7] и ТУ14-1-5501-2004 [8] на свариваемый арматурный прокат классов А400 (А-Ill) и А500С расширенного сортамента, поставляемый в мотках, и рекомендации по применению такого проката в железобетонных конструкциях. В рекомендациях определены области преимущественного и допускаемого применения арматурного проката разных классов прочности. Расширенный сортамент при рациональном применении позволяет снизить расход как рабочей, так и конструктивной арматуры железобетонных конструкций. В частности, прокат класса А500С промежуточных диаметров (5,5;7;9;11 мм) можно применять без перерасчета сечений взамен рабочей арматуры классов А400 (А-Ill) и А400С (см.табл.2). Прокат классов А400 (А-Ill) и А500С промежуточных диаметров рекомендуется применять взамен конструктивной арматуры того же класса прочности смежного большего диаметра (замена 06 мм на 05,5 мм; 08 мм на 07 мм и т.д.). Получаемая при упомянутой замене экономия стали может составить в среднем 16%.
Цена арматуры класса А400 (A-III) промежуточных диаметров практически не отличается от существующей, а у проката класса А500С из стали марки 20ГФ отпускная цена увеличена по сравнению с прокатом класса А400 (А-Ill) примерно на 8%.
Таким образом, изложенное позволяет сформулировать следующие требования к арматуре, поставляемой в мотках и применяемой в России:
• сортамент арматурного проката классов А500С и А400 должен быть дополнен рядом промежуточных размеров для упрощения взаимозаменяемости рабочей арматуры, что облегчит внедрение проката повышенной прочности без пересмотра типовых проектов железобетонных конструкций, а также обеспечит возможность существенного сокращения расхода рабочей и конструктивной арматуры;
• рабочая арматура должна иметь уровень пластических свойств, предотвращающий возможность прогрессирующих обрушений в зданиях и сооружениях из сборного и монолитного железобетона в случае возникновения чрезвычайных ситуаций;
• периодический профиль проката должен иметь вид, позволяющий безошибочно отличать класс арматуры и обеспечивать сцепление с бетоном не хуже профилей, применяемых в настоящее время.
Бетон и железобетон, 2006 №1